

| Source | Category | Water% | Oil% | |
 |
Drilling | Oil base drillings | 8-15 | 15-25 |
| Working sludge | 40-50 | 10-20 | ||
| Landing sludge | 5-25 | 5-10 | ||
 |
Crude oil gathering and transporting | Landing sludge | 5-25 | 5-10 |
| Tank bottom sludge | 40-70 | 20-40 | ||
 |
Refining Three Mud | Sediment | 60-70 | 10-15 |
| Scum | 75-90 | 5-10 | ||
| Activated sludge | 75-85 | <5 |
| Technology | Advantage | Disadvantage | Process Characteristics |
| Chemical Conditioning- Mechanical Seperation | Suitable for various types of sludge, most of the oil can be recovered | In order to meet the standards, deep processing is required. | Simple and mature |
| Biological Treatment | Low energy consumption and processing cost | It is difficult to screen, culture and acclimate microorganisms, which requires high oil content of sludge and long treatment period | Complex but mature |
| Solidification | It is convenient for stacking, storage, and subsequent processing. | Can not completely eliminate the pollution, may leak and pollute groundwater | Simple and mature |
| Incineration | The treatment is thorough, the capacity reduction effect is obvious, and the heat energy is recovered | High energy consumption and difficulty in long-term stable operation. | Complex but mature |
| Pyrolysis | More thorough reduction in volume, able to recover part of the crude oil. | High energy consumption and difficulty in long-term stable operation. | Basically mature |
| Solvent Extraction | High oil recovery rate. | The extraction agent is lost and the processing cost is high | Immature |
| Chemical Cleaning | The process is simple and easy to implement | The cost is high and the consumption of chemical reagents is large | Mature |
| Sludge conditioning | Achieve zero emissions, no secondary pollution | The potential hazards are unknown and the compatibility requirements are high | Mature |
| Electrochemical Treatment | High energy consumption, less investment, no secondary pollution | The processing cycle is long, the crude oil is completely lost, and the area is large | Complex but immature |
| Supercritical Water Oxidation | The heat energy can be recycled and the pollutants can be completely degraded. | The cost is high and the harm of heavy metals cannot be eliminated | Complex but immature |


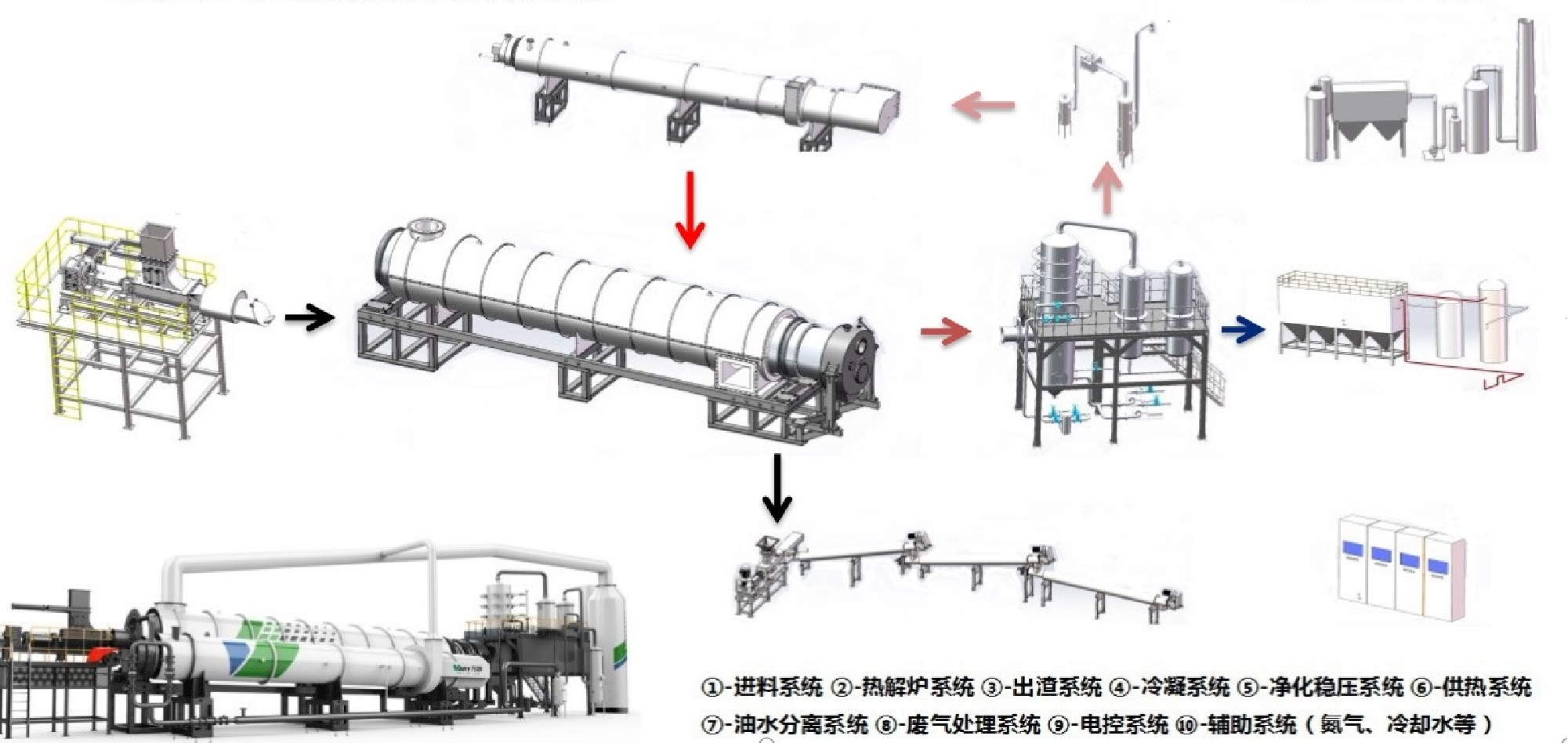
| Item | Details |
| Input Raw Material | Landing sludge, refinery sludge, tank bottom sludge, surface oil spill, drilling cuttings, waste oil-based mud, tank cleaning sludge, oil pit sludge and other oily sludge (HW08) |
| Final Product | Pyrolytic tar: 1. Used as raw material oil for refinery; 2, directly as fuel oil. Pyrolytic carbon: carbon processing raw material Non-condensing combustible gas (reused in the system) Due to the complex types of raw materials and variable composition, it is recommended that customers provide industrial analysis of raw materials to determine the final product yield. |
| Capacity | 40~140T/D |
| Operating Model | Continuous Model (feed, discharge, operation); Batch Model |
| Heating Mathod | Indirect heating, adjustable constant temperature heating |
| Energy | Non-condensing gas, natural gas |
| Main furnace material | Stainless steel inner cylinder |
| Operating Pressure | ±500Pa |
| Pyrolysis Temperature | 300~600℃ |
| Automation | PLC/DCS Control, fully automatic intelligent control, low labor intensity |
| Oil Content in Carbon | <0.3%, the process can be optimized according to local standards to reach specified limits |
| Environmental Protection | All emissions are in line with the most stringent local emission index requirements |















