Globally, around 1.5 billion waste tires are generated each year—they pile up like mountains yet are full of value. Pyrolysis technology is precisely the key to unlocking this "black gold mountain," magically transforming waste tires into high-value energy and resources.

Waste tire pyrolysis is essentially a chemical process that breaks down macromolecular organic substances (such as natural rubber and synthetic rubber) in tires into small-molecule substances through heating in a closed environment with no or low oxygen.
Simply put, pyrolysis is like casting a "remote heating" spell on waste tires. Without introducing air, the long-chain polymers of the tires are "cut" at a specific temperature, ultimately producing the desired liquid oil, combustible gas, solid carbon black, and steel wire.
The key to understanding pyrolysis technology lies in grasping the fundamental difference between pyrolysis and incineration—whether oxygen is involved.
Incineration is a violent chemical reaction between waste and oxygen in an oxygen-rich environment, ultimately producing carbon dioxide and water while releasing heat. Its main goals are waste volume reduction and harmless treatment.
Pyrolysis, by contrast, occurs in a completely oxygen-free environment. External heating causes chemical bond breakage in the organic components of waste, generating new substances (oil, gas, carbon). Its core goal is resource recovery and energy conversion.

In the specific pyrolysis process of waste tires, major components undergo profound transformations: rubber polymers are converted into pyrolysis oil through pyrolysis; original carbon black fillers are transformed into reusable pyrolysis carbon; fibrous components are partially gasified; and steel wire is fully recovered as a valuable byproduct.
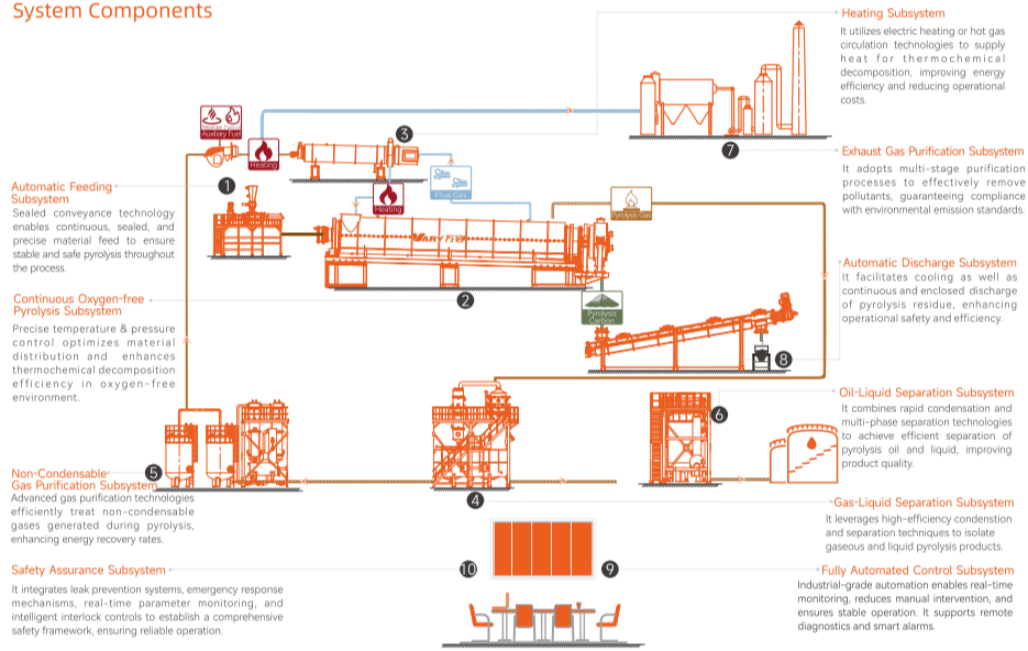
A complete industrial-grade pyrolysis system features interlocking processes to ensure efficiency, environmental friendliness, and safety. Taking Vary Tech’s waste tire pyrolysis process as an example, the core consists of 5 steps:
Waste tires first undergo preliminary treatment, including crushing and sorting. More refined pretreatment at the front end creates a better foundation for the subsequent continuous pyrolysis reaction of waste tires. The main products of pretreatment include coarse steel wire, fine steel wire, and rubber granules.
This is the "heart" of the entire technology. The closed pyrolysis reactor is heated by external fuels (such as natural gas or self-generated pyrolysis gas), with the temperature usually controlled between 300℃ and 500℃. At this stage, the specified rubber granules undergo chemical reactions under heating in the closed pyrolysis reactor: long-chain polymers in the tires break, light molecules evaporate to form oil and gas, and heavy molecules undergo further pyrolysis, with some forming carbon black.
The high-temperature oil-gas mixture from the pyrolysis reactor immediately enters a multi-stage condensation system (usually a spray condenser or tubular condenser). Here, the condensable liquid portion is cooled into pyrolysis oil and flows into storage tanks, while the non-condensable pyrolysis gas moves to the next stage.
After impurities and acid gases are removed from the separated pyrolysis gas through a purification system (such as spray washing or water sealing), the gas is recycled back to the pyrolysis reactor via a circulation system to maintain the heat required for the pyrolysis process. This step is crucial for the pyrolysis process to achieve energy self-sufficiency and reduce operating costs.
After the pyrolysis reaction is fully completed, the system cools down and discharges slag. Through the automatic slag discharge system, the solid products—carbon black and steel wire—are separately discharged, collected, and stored, awaiting subsequent sales or deep processing.
Through a complete pyrolysis process, a waste tire is almost fully utilized with a conversion rate of nearly 100%. Its main products and their uses are shown in the table below:
|
Product |
Yield Ratio |
Main Uses and Value |
|
Pyrolysis Oil |
40% - 45% |
Can be used as refinery feedstock, industrial fuel for steel, cement, boilers, and power generation; as diesel fuel for trucks, ships, generators, and heavy machinery; or as high-quality raw material for deep processing into sustainable aviation fuel (SAF). |
|
Pyrolysis Carbon |
30% - 35% |
Can be directly used as fuel; after deep processing (grinding, granulation), it can serve as rubber product filler, masterbatch raw material, etc. |
|
Steel Wire |
10% - 15% |
High-quality steel that can be directly used as steelmaking raw material or processed into steel shot for metal surface treatment and rust removal in ships, machinery, and other fields. |
|
Pyrolysis Gas |
10% - 12% |
Recycled for the process itself to replace external fuels, significantly reducing operating costs; surplus pyrolysis gas can be used for gas-fired power generation. |





